Hobbing the crankshaft gear from silver steel. This gear has a keyway for location and will be oil hardend.
Hobbing the crankshaft gear from silver steel. This gear has a keyway for location and will be oil hardend.
This image shows the camshaft gear being hobbed.
 Hobbing the crankshaft gear from silver steel. This gear has a keyway for location and will be oil hardend.
Hobbing the crankshaft gear from silver steel. This gear has a keyway for location and will be oil hardend.




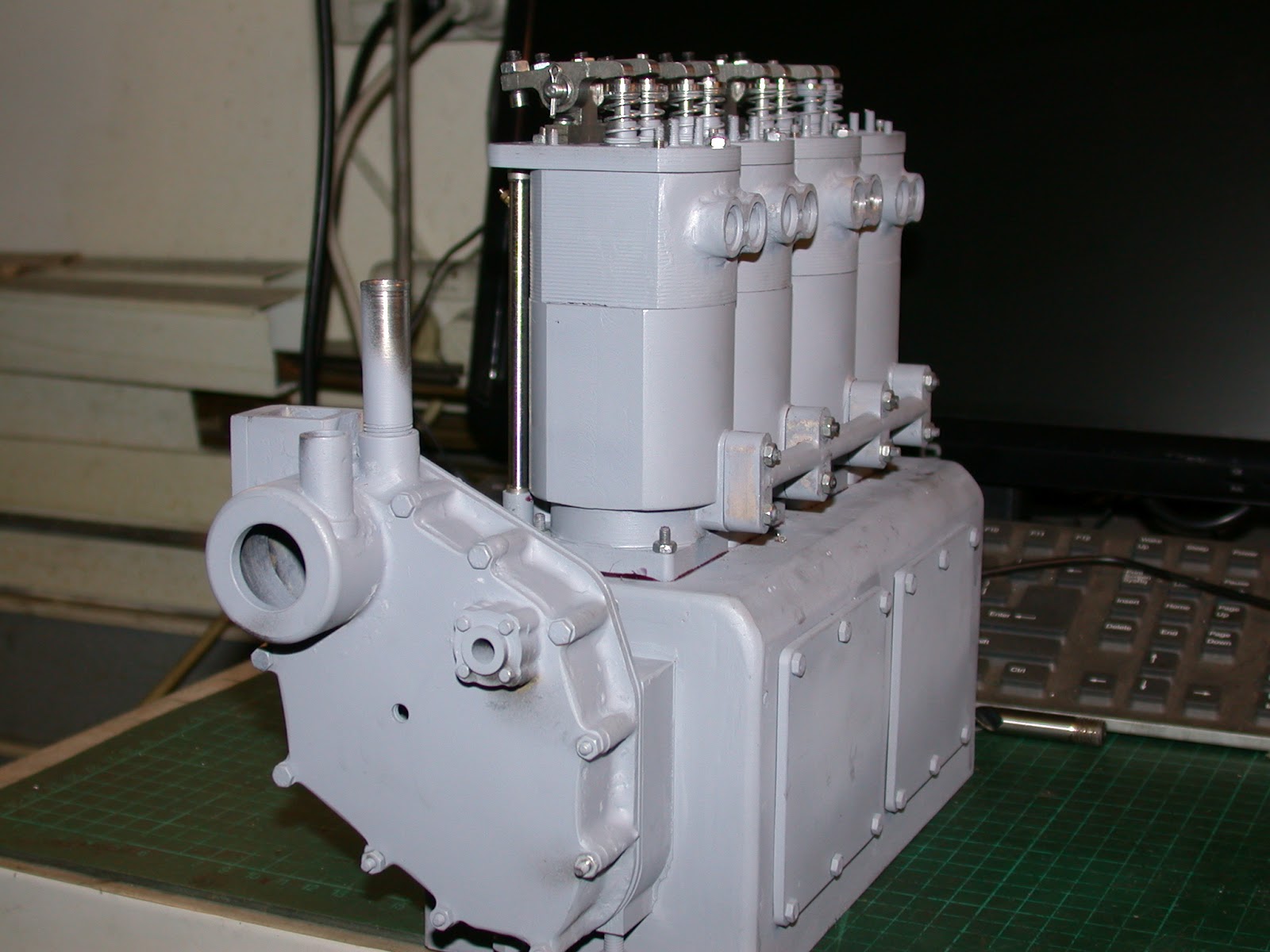
 Rockers installed on heads.The sleeves have been inserted in the barrels with an o ring at the bottom and locktite 515 sealant at the top.
Rockers installed on heads.The sleeves have been inserted in the barrels with an o ring at the bottom and locktite 515 sealant at the top. 

 This image shows number 4 cylinder with 2.2 mm push rods installed.The tappet adjusters are made from high tensile hex 4mm bolts. A hemi spherical cavity is machined into the heads and the hex turned off. The push rods have domed ends and are made from music wire .The bottom of the pushrods fit into 6mm deep holes in the cam followers
This image shows number 4 cylinder with 2.2 mm push rods installed.The tappet adjusters are made from high tensile hex 4mm bolts. A hemi spherical cavity is machined into the heads and the hex turned off. The push rods have domed ends and are made from music wire .The bottom of the pushrods fit into 6mm deep holes in the cam followers