

The completed bar.
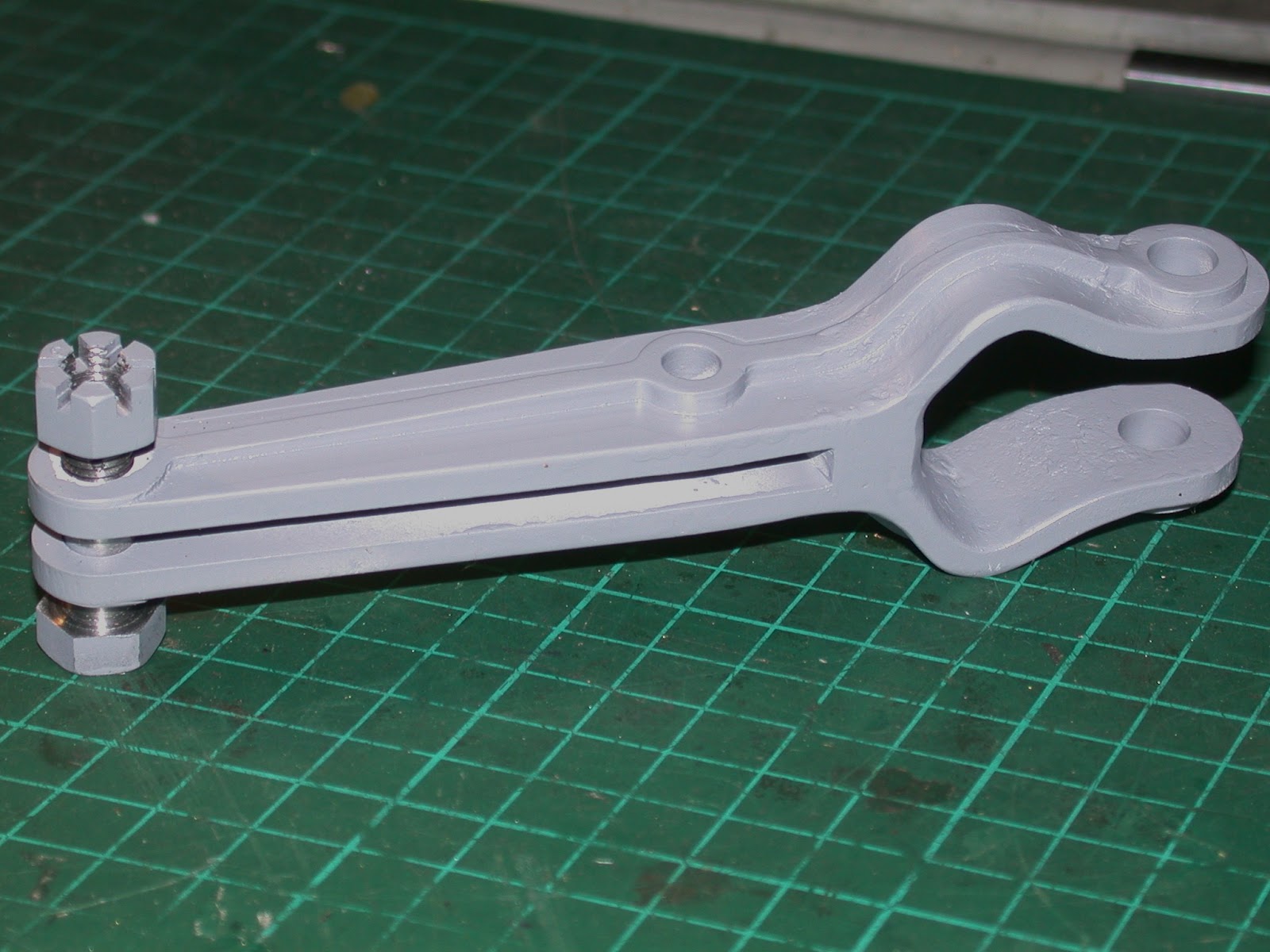

 The pivot bolt has a castellated nut which was machined with a 1.5mm four flute carbide end mill on a Steinel mill drill . The indexing was achieved by clamping the nut in a 25mm tool room vice.
The pivot bolt has a castellated nut which was machined with a 1.5mm four flute carbide end mill on a Steinel mill drill . The indexing was achieved by clamping the nut in a 25mm tool room vice.
Did you get it finished?
ReplyDeleteMatt
ReplyDeleteI have spent some time on the engine in attempting to get the engine to run .I found that the high tension spark was intermittently shorting to the boss of the rotor inside the distibutor.Other problem in setting the valve timing are evident in my valve cam and cam follower design.I have to modify the followers and slot the mounting holes in the cam gear to optimise valve events.It is a big job to strip the engine down .