Originially Caterpillar cast the manifolds, something I was not prepared to do at this scale. Instead I fabricated the exhaust in two halves (inner and outer) to form the 'tube'. This shows machining the internal passages, from each of the cylinder heads, for the inner half (head side). The other side is a mirror image.
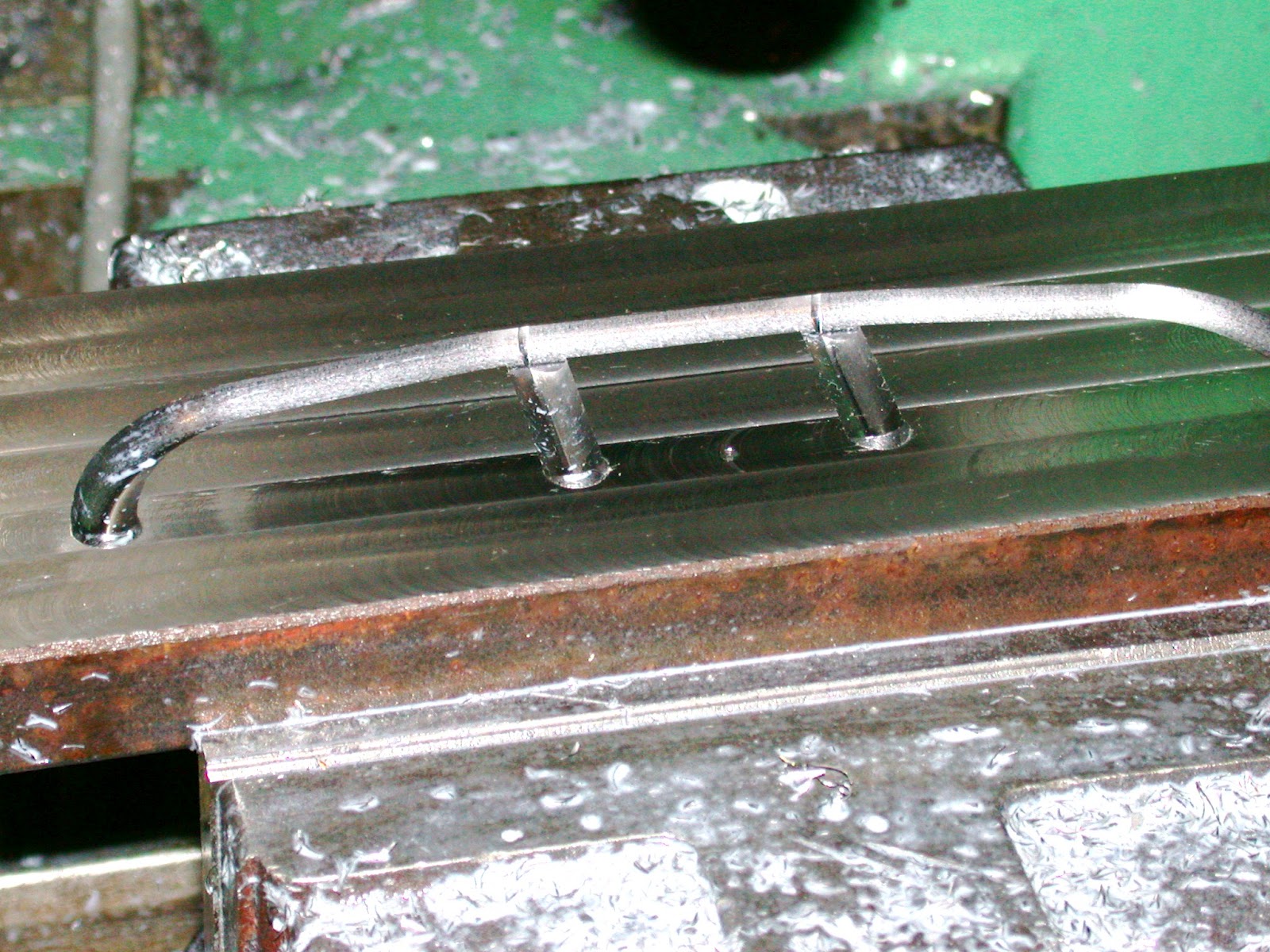
Here the outer profile is being machined. The manifold is being cut from mild steel. The cutter is a 6mm four flute solid carbide roughing cutter running about 5000 RPM and a feed rate of 200 mm/min.
This is the reverse side showing the ports being machined.
Here are the two halves ready for welding. Once welded the manifold is hand filed to profile.
A similar process was applied to the inlet manifolds. In this case they were made from brass. I chose this because it is easier to machine since the inlet manifold is also more complex. Here is one manifold silver soldered and the other pair before. Much machining and hand shaping is still required before these are finished.
Including filing the exhaust manifold has taken about six hours. Fitting to the heads took about the same again! Here you can see the partially completed inlet and exhaust manifolds mounted.
Note the diamond-shaped clamp plates holding the manifolds to the heads.






No comments:
Post a Comment