The crank is made from a length of 64mm 4140 steel bar. The bar was set up in the lathe on a fixed steady so that both ends could be centre drilled. The bar was next clamped in a vice which had been set up accurately so that the bar would be parallel to the axis of the horizontal spindle. A centre drill set up in the collet of the horizontal spindle was used to adjust the knee and the table so that the centre was accurately located. The centre was then drilled slightly deeper to ensure a perfect alignment. Two holes were then drilled 20mm either side of the centre. A flat was machined across the bar for a reference to drill the other end of the bar using a dial indicator.
To cut each crank throw, three pockets 14mm wide by 20mm deep were milled at each cylinder centre line. This left a rectangular block at each throw of the crank 23mm wide by 43mm deep. A long slot drill was used to reduce these blocks to 23mm square ready for the next machine step..
The shaft mounted on its centres in a dividing head. The throws (23mm squares) were made round using a long 8mm, ball nosed carbide slot drill and by hand cranking the dividing head.
The cheeks were faced in the lathe using a boring bar. The lathe was run slowly since the crankshaft is not balanced when machining the big-end journals.The centres will be lost when the ends of the shaft are machined.
The partially finished crankshaft and camshaft. The journals will be ground down to 21.9mm.








 Hobbing the crankshaft gear from silver steel. This gear has a keyway for location and will be oil hardend.
Hobbing the crankshaft gear from silver steel. This gear has a keyway for location and will be oil hardend.






 Rockers installed on heads.The sleeves have been inserted in the barrels with an o ring at the bottom and locktite 515 sealant at the top.
Rockers installed on heads.The sleeves have been inserted in the barrels with an o ring at the bottom and locktite 515 sealant at the top. 

 This image shows number 4 cylinder with 2.2 mm push rods installed.The tappet adjusters are made from high tensile hex 4mm bolts. A hemi spherical cavity is machined into the heads and the hex turned off. The push rods have domed ends and are made from music wire .The bottom of the pushrods fit into 6mm deep holes in the cam followers
This image shows number 4 cylinder with 2.2 mm push rods installed.The tappet adjusters are made from high tensile hex 4mm bolts. A hemi spherical cavity is machined into the heads and the hex turned off. The push rods have domed ends and are made from music wire .The bottom of the pushrods fit into 6mm deep holes in the cam followers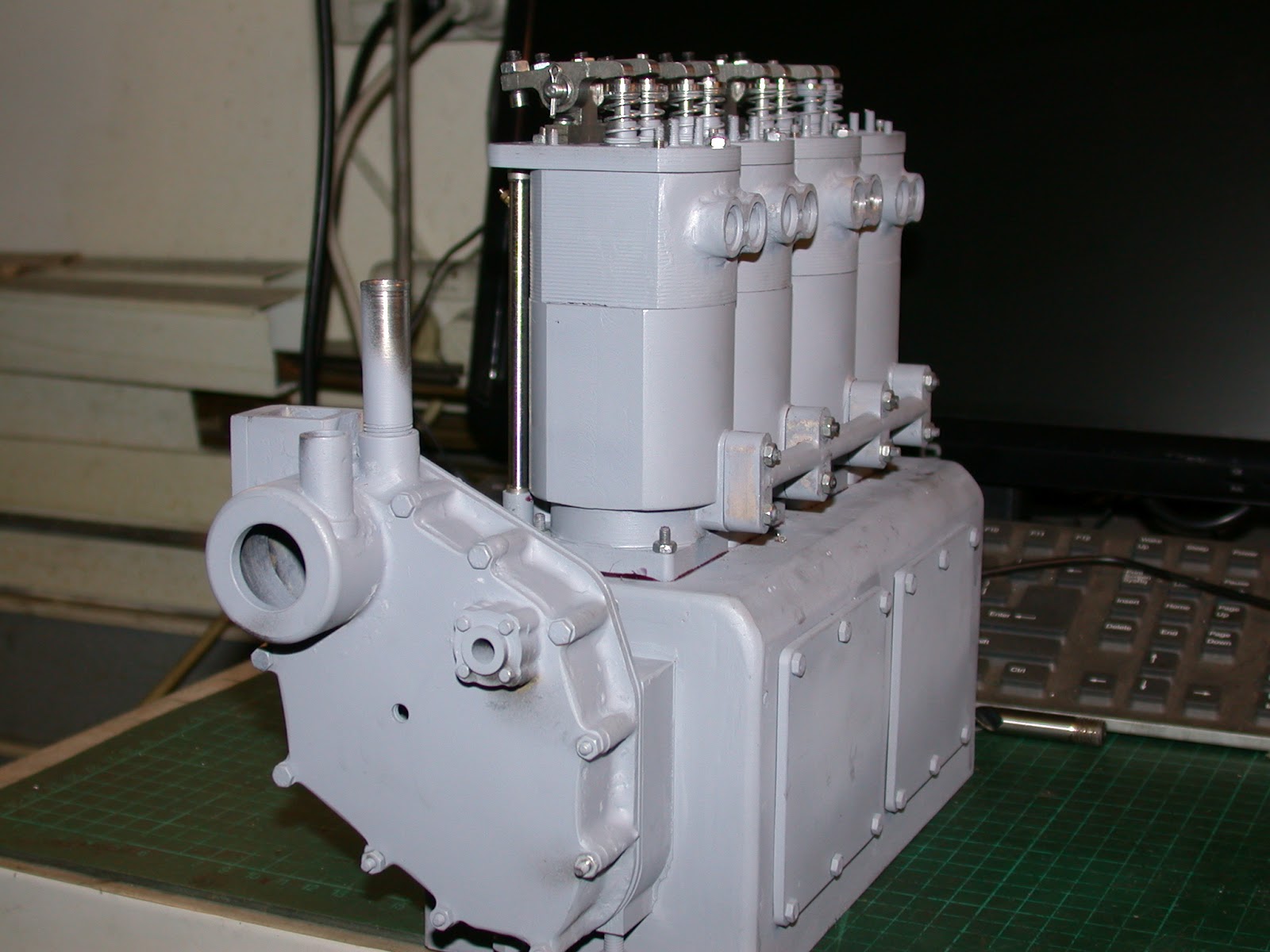



 The body of the plug is made from 20mm long hex bar 7mm across the flats. It is bored 4mm for 19mm by drilling and using a 4mm slot drill to achieve a flat bottom. The body is next drilled 4.8mm and threaded 7/32 inches by 40 TPI for 6mm.The outside was threaded 1/4 inch by 28 TPI for 12.5mm. The end of the body was milled 3mm from the end to form the earth for the spark. The hexagon is turned to 7mm diameter leaving 2.5mm.
The body of the plug is made from 20mm long hex bar 7mm across the flats. It is bored 4mm for 19mm by drilling and using a 4mm slot drill to achieve a flat bottom. The body is next drilled 4.8mm and threaded 7/32 inches by 40 TPI for 6mm.The outside was threaded 1/4 inch by 28 TPI for 12.5mm. The end of the body was milled 3mm from the end to form the earth for the spark. The hexagon is turned to 7mm diameter leaving 2.5mm.