The intermittent problems with the y axis on both my CNC mills have been located and rectified.The plug on the servo driver board had a loose connection and one of the wires to the stepper motor had been sheared by the grub screw.In both cases these caused catastrophic destruction of the job and tool breakage
.

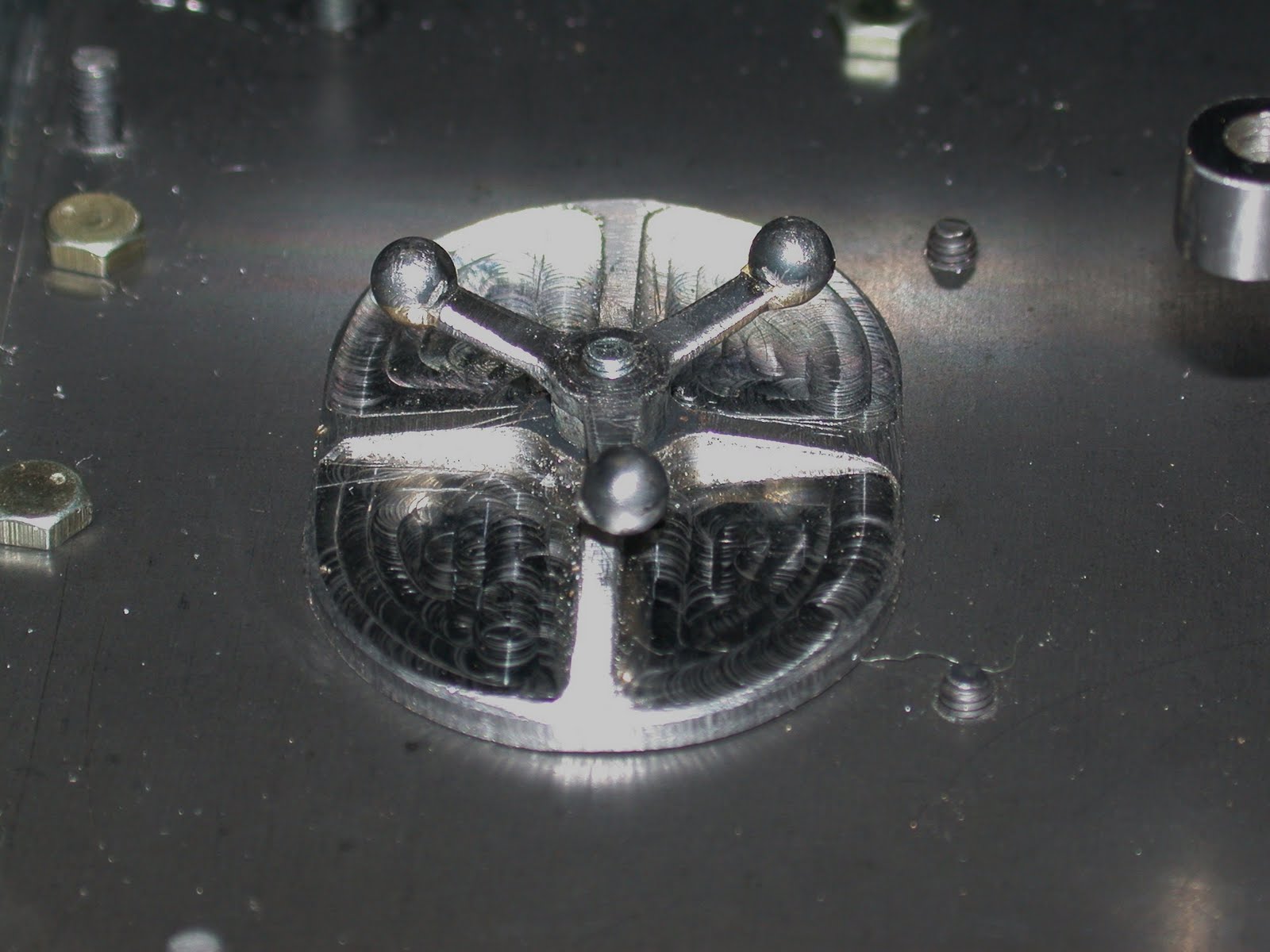
Now that these shaft positions have been set the engine can be designed.The timing case has now been fabricated as in image below.The cylindrical housing is the cover for the governor, the other protrusion is the fan shaft bearing. The tube at the top is the breather for the engine which is also where the engine is filled with oil.The cover was brazed using manganese bronze filler wire which simulates the fillets of a casting.Shot blasting will further make the cover look as if it were a cast.